The Nakajima OEE approach with examples
In this lesson, we’ll recap Nakajima's original approach to calculating OEE by using some real numbers to see metrics in action.
This will set us up nicely for the next lesson, where we look at Factbird's waterfall approach for calculating OEE.
After this module, you should have a thorough understanding of what OEE is and a clear idea of what the OEE metric represents.
Let’s get into it.
The six big losses and OEE
As we know from previous lessons, OEE gives us a numerical value for potential improvement. It takes into consideration the availability, performance, and quality of output for a piece of equipment.
Looking at Nakajima’s OEE calculation from another angle, you can say it rolls the six big losses of Total Productive Maintenance into a percentage that represents the effectiveness of that machine.
These six big losses are:
First we have downtime losses that affect availability:
- Equipment failure
- Setup and adjustment
Then we have speed losses that affect performance:
- Idling and minor stoppages
- Reduced speed of operation
Then we have defect losses that affect quality:
- Process defects
- Reduced yield

OEE availability rate calculation example
Now, let’s calculate the OEE for a production system by giving these six big losses some real values.
We’ll start by calculating the availability.
As you’ll recall, the availability rate is the operation time divided by the loading time.

For our example, we’ll say the day is 8 hours long, which is 480 minutes, and we only have 20 minutes of planned downtime.
This leaves us with 460 minutes of loading time.
Loading time = 480 - 20 = 460 minutes
Now we need the downtime to get the actual operation time.
We can say that during this day we had 40 minutes of breakdowns and 20 minutes of setup and adjustments.
This gives us an actual operation time of 400 minutes.
Operation time = 460 - (40 + 20) = 400 minutes
Now we have enough information to calculate our availability rate.
Availability rate = Operation time / Loading time
Which is 400 divided by 460, and that gives use 87%.
Availability rate = 400 / 460 = 0.87
This means that our equipment was producing for 87% of the time that it was available for production.
OEE performance efficiency calculation example
Time to look at how efficiently our equipment is being used during production times.
For our example, our ideal cycle time, also known as validated speed, is 0.5 minutes per unit.
We can say the amount of parts that were actually processed was 400 units over 400 minutes of operation time.
You probably already see that our equipment has been underperforming compared to the ideal cycle time. But by how much?
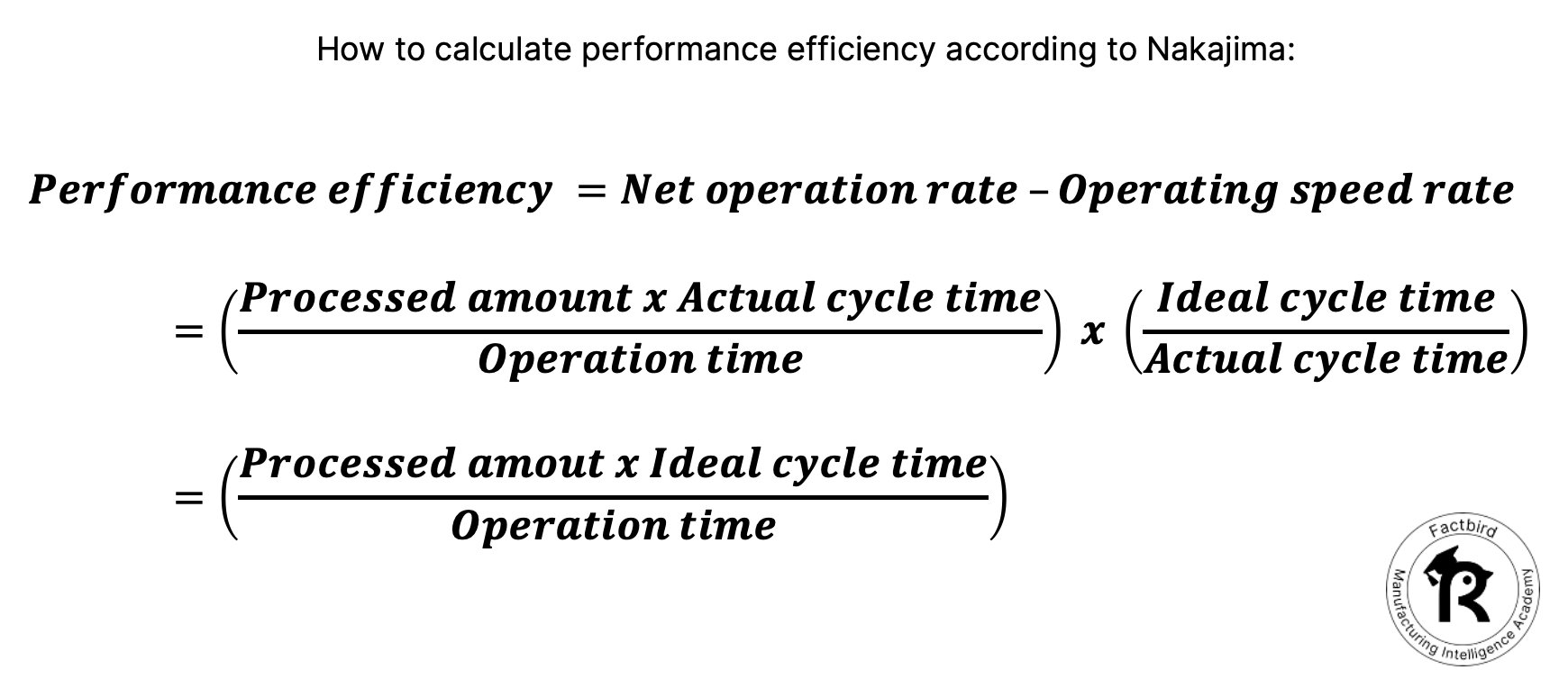
By inputting the values into the equation, we have 400 units x 0.5 divided by 400 minutes, and this gives us a performance efficiency of 50%.
Performance efficiency = (400 x 0.5) / 400 minutes = 50%
An OEE quality calculation example
We now know our availability rate and performance efficiency, but what was the right-first-time quality of the units we produced?
Fortunately, quality is very easy to calculate.

Let’s say we produced 400 parts, but 8 of them were defective. Maybe they became scrap or rework. It doesn’t really matter.
Our right-first-time count was 392 units out of 400 units, which gives us a quality rate of 98%.
Quality rate = 392 good parts / 400 parts produced = 98%
Depending on which industry you are in, you could see 98% as a good quality rate or disastrous.
OEE calculation example
Now it’s time for us to bring the availability, performance, and quality rates together to calculate our OEE.
Our earlier calculations gave us the following scores:
- Availability rate = 87%
- Performance efficiency = 50%
- Quality rate = 98%
Multiplying these together tells us that our overall equipment effectiveness was 42.6%.
OEE = 0.87 x 0.50 x 0.98 = 42.6%
And that’s it. We now have OEE according to Nakajima.
Next up, we will look at Factbird’s more modern waterfall method for calculating OEE. Thanks for watching, and see you in the next lesson.